What Is TPI in Saw Blades? Key to Smoother, Faster Cuts
This post contains affiliate links. As an Amazon Associate, we earn from qualifying purchases.
TPI stands for “Teeth Per Inch.” It’s the count of cutting teeth within a one-inch segment of your saw blade. This single number dictates whether your cut will be fast and rough or smooth and slow, and it determines which materials you can cut without destroying the blade or your workpiece.
Most people grab the blade that’s already on the saw. That blade was probably chosen for a different job three projects ago. The result is a burnt edge on your oak plywood, a shattered plastic sheet, or a blade that screams and binds halfway through a two-by-four.
This guide breaks down TPI into the rules that matter. You’ll learn how to match teeth to material, decode the hidden specs that interact with TPI, and fix the common mistakes that turn a simple cut into a workshop disaster.
Key Takeaways
- TPI controls the trade-off between speed and finish. Low TPI (2-10) cuts fast but leaves a rough edge. High TPI (14-80) cuts slowly for a glassy finish.
- The 3-6 tooth rule is non-negotiable. At least three, but ideally six, teeth must be in the material during the cut. Fewer teeth snag and break blades; more teeth create friction and burn.
- Blade type is just as important as TPI. A rip blade (Flat Top Grind) and a crosscut blade (Alternate Top Bevel) with the same TPI will perform completely differently. You need both.
- Burning and binding are usually TPI problems. Burning means too many teeth are rubbing. Binding means the gullets (spaces between teeth) are too small to clear debris. The fix is almost always a lower TPI or a faster feed rate.
- No single blade does everything well. A 40-tooth combination blade is a compromise. For clean plywood, you need 80 teeth. For fast ripping, you need 24. Own multiple blades.
What Does TPI Actually Do?
TPI isn’t just a count. It’s the primary governor of chip load, the amount of material each tooth is designed to remove. A blade with 4 TPI has massive, widely spaced teeth. Each tooth digs out a huge chunk of wood, which is why it cuts so fast. A blade with 80 TPI has tiny, closely packed teeth. Each one takes a delicate sliver, which is why the cut is so smooth but takes forever.
Teeth Per Inch (TPI) is a linear measurement defining the number of cutting points within a one-inch span along a saw blade’s cutting edge. This specification directly determines the blade’s aggressiveness and finished cut quality by controlling individual tooth chip load. Higher TPI values decrease chip load for finer finishes, while lower values increase chip load for faster material removal.
The spaces between those teeth are called gullets. This is the second half of the equation that most guides skip. Gullets are chip evacuation channels. On a low-TPI ripping blade, the gullets are deep canyons that scoop out long strands of wood.
On a high-TPI finish blade, the gullets are shallow ditches meant for fine dust. Try to rip a two-by-four with a high-TPI blade, and those shallow gullets pack full of sawdust in seconds. The blade has nowhere to put the waste, so it overheats, starts rubbing instead of cutting, and burns the wood. You’ll smell that acrid, sweet smoke before you see the black scorch marks.
I learned this the hard way on a red oak table project. I was using a Freud 10-inch 80-tooth fine-finish blade to trim the final width of a tabletop. The cut was only an inch deep, but it was a long rip. Halfway through, the saw started bogging down and howling. A wisp of smoke curled up.
I stopped, pulled the board, and found a black, glazed burn line an eighth of an inch deep. The blade was pristine, no pitch, freshly sharpened. The problem was the 80 TPI. The gullets were simply too small to clear the volume of oak sawdust generated by a rip cut, no matter how sharp the blade was. I switched to a 24-tooth Diablo ripping blade and finished the cut in a quarter of the time with zero burn.
The 3-6 Tooth Rule (and Why It Matters)
This is the single most useful piece of math in your workshop. For a clean, safe, and efficient cut, you need between three and six teeth engaged in the material at any given moment.
Count the teeth. If your blade has 10 TPI and you’re cutting half-inch plywood, you have about five teeth in the cut. That’s perfect.
If you’re using that same 10 TPI blade to cut a quarter-inch thick piece of aluminum, you only have 2.5 teeth in the cut. That’s a problem. The teeth will grab and snatch at the thin metal, likely cracking it or kicking it back. You need a finer blade, maybe 18 TPI, to get five teeth in that thin material.
The reverse is also true. Using a 32 TPI jigsaw blade on a four-by-four timber means you have over a dozen teeth buried in the cut. All those teeth are creating immense friction. The motor strains, the blade overheats and loses its temper (literally, the metal softens), and the cut stalls. You need a 6 TPI blade for that job.
| Material Thickness | Minimum TPI (3 teeth engaged) | Ideal TPI (6 teeth engaged) | Blade Type Suggestion |
|---|---|---|---|
| 2×4 Lumber (1.5″) | 2 TPI | 4 TPI | Rip/General Purpose |
| 3/4″ Plywood | 4 TPI | 8 TPI | Crosscut/Finish |
| 1/4″ Aluminum | 12 TPI | 24 TPI | Metal Cutting |
| 1/2″ PVC Pipe | 6 TPI | 12 TPI | Plastic/General |
Why does this rule work? It balances cutting force. With too few teeth, each tooth must take a monstrous bite.
This overloads the tooth’s leading edge, causing it to fracture or rip the material instead of shearing it. With too many teeth, each one takes a dust-speck cut. They rub and generate heat instead of cutting. The sweet spot lets each tooth work at its designed capacity.
TPI by Saw Type and Job
TPI means different things on different saws. A 10 TPI bandsaw blade is a coarse tool for resawing thick logs. A 10 TPI jigsaw blade is a fairly fine blade for detailed curves in wood. Context is everything.
Circular Saw & Table Saw Blades
Here, TPI is often expressed as total tooth count on a 10-inch blade. The math is easy: a 40-tooth 10-inch blade has roughly 4 TPI (40 teeth / 10-inch circumference). This is your arena for the classic blade trio.
- Rip Blades (18-30 Teeth on a 10″): Low TPI (2-3). Teeth are flat-topped (FTG) with a deep, aggressive hook angle and massive gullets. Their only job is to tear fibers apart along the grain, fast. They leave a ragged, fuzzy edge. Use them for dimensioning lumber on the table saw. Don’t crosscut with them.
- Crosscut Blades (60-100 Teeth on a 10″): High TPI (6-10). Teeth have an Alternate Top Bevel (ATB) grind, they’re little knives that slice across wood fibers. The hook angle is mild, and gullets are small. They produce a finish-ready edge but cut slowly. Essential for plywood, veneers, and trim work.
- Combination Blades (40-50 Teeth on a 10″): Medium TPI (4-5). Usually an ATB grind. They rip okay and crosscut okay. They’re the factory-installed blade for a reason: they prevent the worst user errors. For a true clean crosscut on expensive hardwood, they’re not enough. They’re a starting point.
When you’re learning table saw operation, start with a good 50-tooth combo blade. It’s forgiving. Once you start specializing, you’ll want dedicated blades. My go-to is a Forrest Woodworker II 40-tooth for general work and a Freud 80-tooth for plywood.
Band Saw Blades
TPI is critical here because the continuous loop means tooth engagement is constant. The rule of thumb is simple: the thicker the stock, the lower the TPI. For resawing six-inch hardwood, you want a 3 TPI blade with deep, rounded gullets to carry out all that sawdust. For cutting quarter-inch thick steel, you need a 24 TPI bi-metal blade.
Blade width matters just as much. A quarter-inch wide blade with 10 TPI can turn tight curves. A one-inch wide blade with 3 TPI can only cut straight lines. Match width to curve radius, then match TPI to thickness.
Jigsaw & Reciprocating Saw Blades
These are the wild west of TPI. Blades are short, so the “per inch” measurement is literal. You’ll see packs labeled “6 TPI for wood, 18 TPI for metal.” That’s a good start, but material thickness still applies.
A 10 TPI jigsaw blade might be perfect for three-quarter-inch pine. Use it on eighth-inch acrylic, and it will chatter and crack the plastic. You need a 20+ TPI blade for that. For rough demolition with a Sawzall, a 6 TPI blade powers through nails and wood. For cutting out a sheet metal duct, you need 18 TPI or higher.
Matching TPI to Your Material

This is where theory meets the bench. Getting it wrong wastes material and time.
Wood: This is the most common use. Follow the 3-6 tooth rule based on thickness. For rough carpentry (framing), 2-4 TPI is your friend. For fine woodworking and sheet goods, think 8 TPI and up. Hardwoods like maple and oak demand sharp blades regardless of TPI; a dull fine-tooth blade will burn them instantly.
Metal: You need fine teeth and the correct blade material (bi-metal or carbide). For thin sheet metal (under 1/8″), use 24-32 TPI to avoid grabbing and distortion. For thicker structural steel (angle iron, pipe), a 14-18 TPI blade cuts faster than a super-fine one. Always use cutting oil. The sound changes when it’s right, a steady, smooth zipping noise instead of a screech.
Plastics & Composites: This is a trap. Many plastics melt. You need fine teeth (18+ TPI) to minimize heat, but you also need a tooth geometry that doesn’t grab. A blade labeled for “plastic” often has a neutral or negative hook angle. For PVC pipe, a standard 10-14 TPI wood blade works if you go slow. For acrylic (plexiglass), you need a dedicated plexiglass blade with many fine, specially ground teeth. Too coarse, and it cracks. Too slow a feed rate, and it melts.
Pressure-Treated Lumber & Dirty Wood: Use an old blade or a dedicated blade with carbide teeth. The sand and grit in PT lumber will destroy a fine finish blade in one cut. A lower TPI blade with tough teeth survives longer.
Beyond TPI: Other Blade Specs That Matter
Picking a blade on TPI alone is like buying a car based only on color. These other factors change everything.
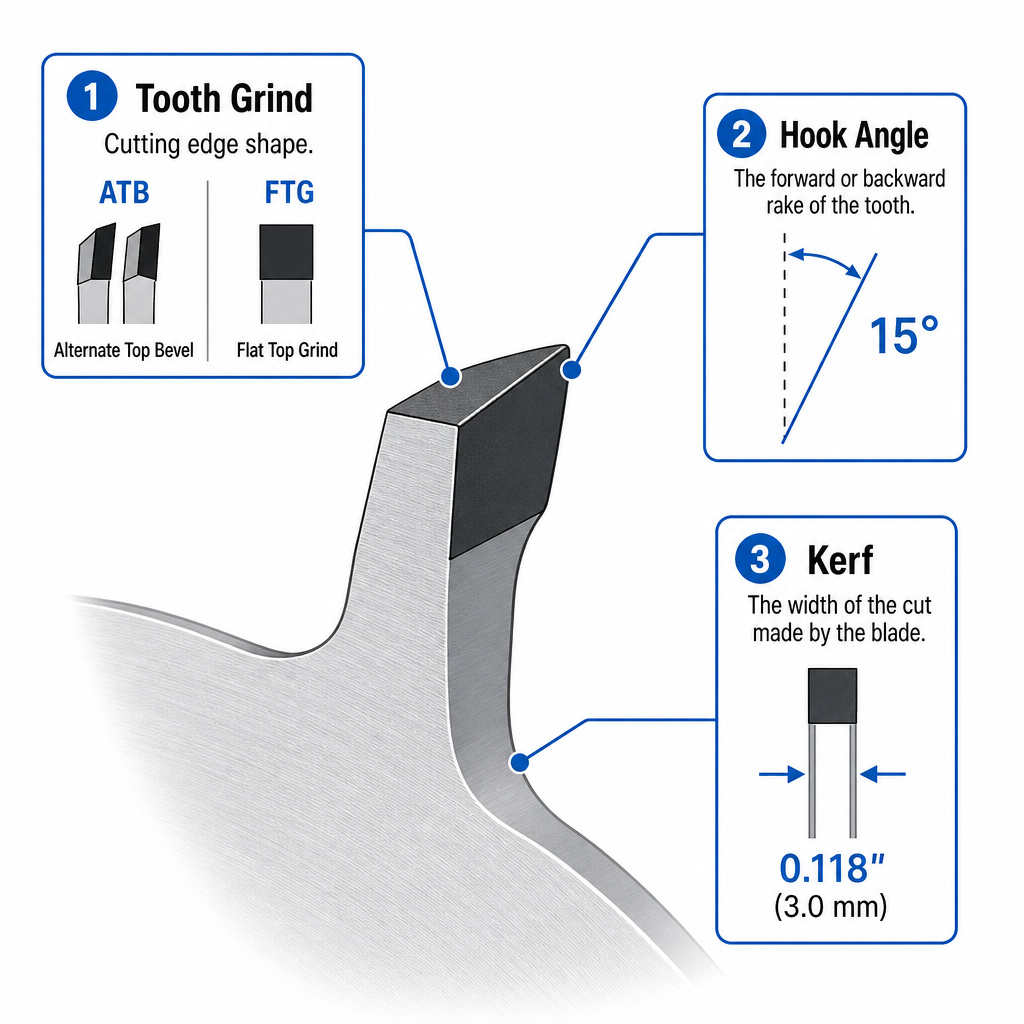
Tooth Grind: This is the shape of the tooth’s cutting face.
* FTG (Flat Top Grind): For ripping. It’s a chisel that tears.
* ATB (Alternate Top Bevel): For crosscutting. Left and right bevels create a knife-like slicing action.
* Hi-ATB: A steeper bevel for ultra-clean cuts in melamine and veneers.
* TCG (Triple Chip Grind): A flat tooth followed by a beveled tooth. For hard, abrasive materials like composite board, aluminum, and laminates. It cuts cool and lasts.
Hook Angle: The angle of the tooth face relative to the blade’s center. A high positive hook (20 degrees) pulls the material in aggressively, great for ripping. A low or negative hook angle (0 to -5 degrees) is less aggressive, preventing grabbing in crosscuts, sheet goods, and metal. A high-TPI blade with a high positive hook is a recipe for kickback on a table saw.
Kerf: The width of the cut the blade makes. A full kerf blade is 1/8-inch thick, stiff, and stable. A thin kerf blade is 3/32-inch, requiring less power and creating less waste, but it can flex on heavy cuts. Match kerf to your saw’s power. Underpowered saws benefit from thin kerf.
Troubleshooting TPI Problems
You picked a blade, made a cut, and it went poorly. Here’s how to diagnose it.
Problem: Burning along the cut.
- Cause: Almost always too high a TPI for the material thickness or a dull blade. The teeth are rubbing, not cutting.
- Fix: First, check for pitch buildup on the blade and clean it. If it’s clean, switch to a lower TPI blade. If you must use the same blade, increase your feed rate, push the material through faster to give each tooth more to do. Don’t go so fast you bog the motor.
Problem: Blade binds, stalls, or produces chunky, torn cuts.
- Cause: Usually too low a TPI. The teeth are taking bites too big for the gullets to clear, or they’re splintering the material.
- Fix: Use a higher TPI blade. For wood, this often means switching from a rip blade to a crosscut or combination blade. Also, ensure you’re using the right blade type, don’t rip with a crosscut blade.
Problem: Excessive vibration or a wavy cut line.
- Cause: Could be a damaged blade, but also check TPI engagement. Too few teeth can cause harmonic vibration as each tooth strikes.
- Fix: Ensure you have at least 3 teeth in the material. On a bandsaw, tension is also a prime suspect.
Problem: Blade teeth chipping or breaking.
- Cause: Far too few teeth in the cut (violating the 3-tooth minimum), or you hit a nail/rock. Each tooth is absorbing catastrophic impact.
- Fix: Use a higher TPI blade for thinner materials. For demolition, use a purpose-made nail-cutting blade.
Regular circular saw blade maintenance is non-negotiable. A sharp 40-tooth blade will outperform a dull 80-tooth blade every time. Cleaning and occasional sharpening saw blades is cheaper than replacing them or ruining your project.
Frequently Asked Questions
Does more TPI always mean a smoother cut?
Yes, but with major caveats. More TPI gives the potential for a smoother cut, but only if the blade is sharp, the correct type (ATB grind), and matched to the material thickness. A 100 TPI blade will burn and produce a terrible finish on thick material because it can’t clear chips.
Can I use one blade for everything?
You can, but you’ll be compromising on every single cut. A 40-tooth combination blade is the standard “one blade” compromise. It will rip slower than a dedicated rip blade and crosscut less cleanly than a dedicated crosscut blade. For casual DIY, it’s fine. For any serious work, multiple blades are a necessity.
How does TPI relate to blade life?
Indirectly. Using the wrong TPI drastically shortens blade life. A fine-tooth blade used on thick material will overheat, softening the braze that holds the carbide tips. A coarse blade used on thin material will have its teeth snapped off. Using the correct TPI for the job reduces stress, heat, and wear, making a quality blade last for years.
What TPI is best for cutting laminate flooring?
Use a fine-tooth blade with a high alternate top bevel (Hi-ATB) grind, like 80+ teeth on a 10-inch saw. The goal is to score the tough laminate surface cleanly without chipping the top layer. A standard 40-tooth combo blade will likely chip the edges. Go slow and use a zero-clearance throat plate if possible.
Is TPI the same for hand saws?
The concept is identical. A hand saw with 4 TPI (a panel saw) is for fast, rough cuts. A saw with 11 TPI (a dovetail saw) is for fine joinery. The same 3-6 tooth engagement rule still applies in principle, though feed rate is controlled by your arm.
The Bottom Line
TPI isn’t a mystery. It’s a simple measurement with profound effects. Stop using the wrong blade. Match a low TPI (2-10) to thick materials and fast, rough cuts. Match a high TPI (14-80) to thin materials and smooth, finish cuts. Never let fewer than three teeth engage your workpiece.
Keep a basic set: a 24-tooth ripper for lumber, an 80-tooth finisher for plywood, and a 40-tooth generalist for everything else. Know how to changing a saw blade quickly and safely. Your cuts will be faster, cleaner, and safer. The saw will sound happier. And you’ll stop burning through expensive hardwood because of a number you didn’t understand ten minutes ago.